















 SMT Prospects and Perspectives: AI Opportunities, Challenges, and Possibilities, Part 1
SMT Prospects and Perspectives: AI Opportunities, Challenges, and Possibilities, Part 1 Nolan’s Notes: Do More, Get More
Nolan’s Notes: Do More, Get More Global Sourcing Spotlight: Don’t Be Afraid of Global Sourcing
Global Sourcing Spotlight: Don’t Be Afraid of Global SourcingVoiding Control at High-Power Die-Attach Preform Soldering
May 17, 2017 | Dr. Arnab Dasgupta, Elaina Zito, and Dr. Ning-Cheng Lee, Indium CorporationEstimated reading time: 4 minutes
Assembly of components with large pads, such as high-brightness LEDs or high-power dies, often is soldered with preforms. Solder preforms are used to lower voiding and to lower flux fumes that can be generated by solder paste. The use of solder preforms also result in better thermal and electrical conductivity compared to Ag epoxy. This is particularly true when the joints are to be formed within a cavity.
Voiding in the solder joint is a concern for high-reliability and high-performance devices. In this study, voiding behavior of large pad high-power devices was simulated with copper (Cu) coupon to Cu coupon sandwiches. A flux-coated preform was studied in this assembly, with variation in solder alloy type, quantity of solid flux coated on solder preform, Cu coupon pre-oxidation extent, reflow temperature, and pressure exerted onto the sandwich during reflow.
Experiment
1. Solder Alloy Type
Preforms of three solder alloys were tested: 96.5Sn/3Ag/0.5Cu (SAC305), 63Sn/37Pb, and 57Bi/42Sn/1Ag. The preform diameter was 0.906-inch, and 0.006-inch thick.
2. Flux Coating
The preform was pre-coated with a solid flux film using liquid flux at 0.5, 1.0, and 2% flux concentrations in isopropyl alcohol upon application.
3. Cu Coupon Oxidation Pre-treatment
The copper coupon (0.906-inch diameter, 0.020-inch thick) was used to simulate both die and substrate. It was pre-cleaned by soaking in a diluted HBF4 aqueous solution, followed by deionized water rinsing, and air drying. These cleaned Cu coupons were then oxidized by placing them on a 230°C hot plate for 0, 30, and 60 seconds, and five minutes prior to the soldering process.
4. Die-Attach Sandwich Setup
The high-power die-attach setup was simulated with the use of two Cu coupons, which were to be joined with a flux-coated solder preform. A 3-inch x 3-inch ceramic plate was used as a carrier. The simulated die-attach sandwich (Cu coupon on a solder preform, then placed on another Cu coupon) was placed on the carrier. At die-attach with solder preforms, many manufacturing processes use fixtures with some weight on the die to secure the sandwich. In this study, metal weight varying from 0 to 100 grams was placed on the top of the sandwich to simulate the fixture weight. Paper cardboard was placed on top of the die for heat insulation, if a weight was used.
5. Reflow Peak Temperature
The sandwich on the carrier was placed on a 5-zone, in-line contact reflow oven, and then sent through the reflow oven with various peak temperatures as follows:
- SAC305: 240°C, 250°C, and 260°C
- 63Sn/37Pb: 205°C, 215°C, and 225°C
- 57Bi/42Sn/1Ag: 160°C, 170°C, and 180°C
6. Reflow Under Various Pressures
For SAC305, various weights were placed on top of the sandwiches at reflow: 0, 10, 30, and 100 grams. For this set of assembly, freshly cleaned Cu coupons, 0.5% flux concentration, and a peak temperature of 240°C were used. Ten sandwiches were reflowed for each condition. For 63Sn/37Pb and 57Bi/42Sn/1Ag, 0, 10, 20, and 30 grams of weight were used for the pressure study.
7. Assessment
After reflow, the sandwiches were examined under X-ray to determine the voiding area percentage. For SAC305, three sandwiches for each weight condition were cross-sectioned to determine the bondline thickness under various weights
Results
Effect of Weight on SAC305 System Using X-ray Images
Figure 1 shows the X-ray images of SAC305 sandwiches under various weights. Here, the flux concentration was 0.5%, the peak temperature was 240°C, and the coupons were etch-cleaned prior to use. Although 10 samples were prepared for each combination of conditions, three sandwiches were removed due to large opens in the solder joints because the image analysis software was unable to determine the voiding percentage properly. Most of the samples showed full wetting to the perimeter of coupons, and only a few showed a small fraction of non-wetting near the edge of the joints.
Figure 1: X-ray images for SAC305 soldered sandwiches processed with various weights on top of samples.
Most of the voids showed plain vacancy, except for a few samples where some spotty light-colored solder were seen within the voids, such as in the third image of the 10-gram series and the first image of the 30-gram series. The spotty solder islands were attributed to the once-formed liquid joints, but were wiped out partially by expanding voids.
In most images, concentric ring textures can be seen clearly, indicating the Cu coupons may be warped. Also, the joint appeared to be thicker toward the center, and the solidification may have been developed stepwise from the edge toward the center.
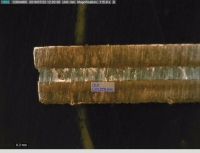
1. Bondline Thickness (BLT): The 100-gram weight samples showed a much lighter shade of color than the other three weight samples, suggesting much thinner solder BLT data for SAC305 joints under various weights. The sandwich samples were cross-sectioned, as exemplified in Figure 2, with the BLT measured at both the edges and the center. The average value was calculated to represent the BLT of a given weight condition.
Page 1 of 3
Share on:




Suggested Items
Hentec/RPS Publishes an Essential Guide to Selective Soldering Processing Tech Paper
04/17/2024 | Hentec Industries/RPS AutomationHentec Industries/RPS Automation, a leading manufacturer of selective soldering, lead tinning and solderability test equipment, announces that it has published a technical paper describing the critical process parameters that need to be optimized to ensure optimal results and guarantee the utmost in end-product quality.
Empowering Electronics Assembly: Introducing ALPHA Innolot MXE Alloy
04/16/2024 | MacDermid Alpha Electronics SolutionsIn the rapidly evolving electronics industry, where innovation drives progress, MacDermid Alpha Electronics Solutions is committed to setting a new standard. Today, we are pleased to introduce ALPHA Innolot MXE, a revolutionary alloy meticulously engineered to address the critical needs of enhanced reliability and performance in modern electronic assemblies.
New Book on Low-temperature Soldering Now Available
04/17/2024 | I-Connect007I-Connect007 is pleased to announce that The Printed Circuit Assembler’s Guide to… Low-temperature Soldering, Vol. 2, by subject matter experts at MacDermid Alpha Electronics Solutions, is now available for download.
Inkjet Solder Mask ‘Has Arrived’
04/10/2024 | Pete Starkey, I-Connect007I was delighted to be invited to attend an interactive webinar entitled “Solder Mask Coating Made Easy with Additive Manufacturing,” hosted by SUSS MicroTec Netherlands in Eindhoven. The webinar was introduced and moderated by André Bodegom, managing director at Adeon Technologies, and the speakers were Mariana Van Dam, senior product manager PCB imaging solutions at AGFA in Belgium; Ashley Steers, sales manager at Electra Polymers in the UK; and Dr. Luca Gautero, product manager at SUSS MicroTec Netherlands.
TE Connectivity Orders Hentec Industries/RPS Automation Pulsar Solderability Testing System
04/09/2024 | Hentec Industries/RPS AutomationHentec Industries/RPS Automation, a leading manufacturer of selective soldering, lead tinning and solderability test equipment, is pleased to announce that TE Connectivity has finalized the purchase of a Pulsar solderability testing system.