
















 Nolan’s Notes: Do More, Get More
Nolan’s Notes: Do More, Get More Global Sourcing Spotlight: Don’t Be Afraid of Global Sourcing
Global Sourcing Spotlight: Don’t Be Afraid of Global Sourcing Standard Of Excellence: Delivering Superior Customer Service
Standard Of Excellence: Delivering Superior Customer ServiceMultiple Solder Limits: UL-Standard Generated
October 20, 2020 | Lackwerke Peters GmbH & Co. KGEstimated reading time: 1 minute
A breakthrough in the reassessment of soldering parameters could be achieved at the initiative of the long-time proxy holder of Peters, Rüdiger Dietrich. The industry associations of the German electronics industry made a common certification recommendation and a new standard was generated.
The U.S. certification institution UL (Underwriter Laboratories) followed the recommendation of the ZVEI (Zentralverband Elektrotechnik und Elektronikindustrie German Electrical and Electronic Manufacturers' Association) and the FED (Fachverband für Design, Leiterplatten und Elektronikfertigung Professional Association for Design, Circuit Board and Electronics Manufacturing).
"The solution which has been developed at the roundtable of both associations is practice-oriented and constructive," Rüdiger Dietrich says.
The recommendation for solder parameters will be published in the next edition of UL 796. The roundtable, which was initiated by former Peters technical director Dietrich could obtain already back in 2019 a freezing in of the existing UL certifications. UL themselves had started the discussion of the reassessment of the real multiple solder processes instead of single solder parameters.
"Thanks to the successful cooperation of the two associations we had a decisive influence on the creation of new specifications for multiple solder limits. The industrial sector worldwide will take profit from the German initiative through the establishment within the UL international set of standards," says Dietrich, who is retired but still active within the associations.
For a future solution the more than 30 participants from the fields of base materials, solders, lacquers, pcbs and assemblies, evaluated a great number of solder profiles from existing lead-free and non-lead-free solder processes. Additionally the companies involved produced various samples which were exposed to several reflow cycles.
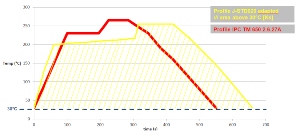
Most of the solder profiles are covered by the specifications of the two well-known norms IPC-TM-650 method 2.6.27A and J-STD-020. The decisive factor for the thermal stress is not the individual peak temperatures and solder time but the entire heat quantity brought into the pcbs. This can be given in Ks (Kelvin seconds) and corresponds to the area under the curve of a solder profile (see picture).
The proposal submitted to UL by FED/ZVEI to realise the "Multiple Solder Limits" comprises a solder profile (consisting of both IPC-TM-650 and J-STD-020) which counts on this surface solution and thus makes a certain flexibility of solder parameters in practical life possible.
Share on:




Suggested Items
Empowering Electronics Assembly: Introducing ALPHA Innolot MXE Alloy
04/16/2024 | MacDermid Alpha Electronics SolutionsIn the rapidly evolving electronics industry, where innovation drives progress, MacDermid Alpha Electronics Solutions is committed to setting a new standard. Today, we are pleased to introduce ALPHA Innolot MXE, a revolutionary alloy meticulously engineered to address the critical needs of enhanced reliability and performance in modern electronic assemblies.
Inkjet Solder Mask ‘Has Arrived’
04/10/2024 | Pete Starkey, I-Connect007I was delighted to be invited to attend an interactive webinar entitled “Solder Mask Coating Made Easy with Additive Manufacturing,” hosted by SUSS MicroTec Netherlands in Eindhoven. The webinar was introduced and moderated by André Bodegom, managing director at Adeon Technologies, and the speakers were Mariana Van Dam, senior product manager PCB imaging solutions at AGFA in Belgium; Ashley Steers, sales manager at Electra Polymers in the UK; and Dr. Luca Gautero, product manager at SUSS MicroTec Netherlands.
TE Connectivity Orders Hentec Industries/RPS Automation Pulsar Solderability Testing System
04/09/2024 | Hentec Industries/RPS AutomationHentec Industries/RPS Automation, a leading manufacturer of selective soldering, lead tinning and solderability test equipment, is pleased to announce that TE Connectivity has finalized the purchase of a Pulsar solderability testing system.
Indium to Host Free Webinar on Lead-Free Solder Paste for Automotive Applications
04/09/2024 | Indium CorporationIndium Corporation’s Senior Research Metallurgist, Jie Geng, Ph.D., will conduct a webinar on low-voiding, high-reliability, lead-free solder paste for automotive applications.
AIM Solder Appoints Katherine Blake as Business Development Manager - Automotive
04/04/2024 | AIM SolderAIM Solder, a global leader in solder assembly materials for the electronics industry, is thrilled to announce the appointment of Katherine Blake as the new Business Development Manager - Automotive. Operating from Belgium, Blake's appointment underscores AIM Solder's commitment to enhancing its strategic initiatives worldwide.