
















 SMT Prospects and Perspectives: AI Opportunities, Challenges, and Possibilities, Part 1
SMT Prospects and Perspectives: AI Opportunities, Challenges, and Possibilities, Part 1 Nolan’s Notes: Do More, Get More
Nolan’s Notes: Do More, Get More Global Sourcing Spotlight: Don’t Be Afraid of Global Sourcing
Global Sourcing Spotlight: Don’t Be Afraid of Global SourcingIn-line Solder Penetration Testing with 3D X-ray Inspection
June 10, 2015 | Andreas Turk, Goepel ElectronicEstimated reading time: 2 minutes
Through-hole technology (THT) is probably the oldest assembly technology in the field of PCB manufacturing. However, even in this modern age of surface-mounted technology (SMT), it still has its place. Even today, wired components are often assembled using wave soldering—in keeping with the tradition of times past. This has the disadvantage of requiring additional manufacturing equipment. It is therefore advisable to use reflow soldering for connectors and other wired components.
To this end, through-hole components were devised for automatic assembly and for high thermal loads in the furnace, which led to the birth of the term, through-hole reflow (THR). With this technology, it is now possible to process components in through-hole technology within the SMT process. But how can these solder joints be reliably tested? What technology is needed in order to be able to assess the solder penetration, for example?
Acceptance Criteria for THT/THR Solder Joints
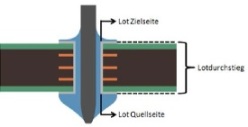
Figure 1 is a schematic representation of a THT solder joint in cross-section. The solder wave flows from the solder source side to the solder target side (component side), due to capillary action. In so doing, it wets the connecting surface of the solder side, surrounds the pin and forms a solder meniscus on account of the protrusion of the pin on the solder side.
The acceptance criteria are defined in IPCA610 in order to distinguish between good and bad solder joints after successful soldering. Table 1 gives an overview of the criteria in excerpts.
It is now necessary to select testing technology which meets the specified acceptance criteria. Based on the example of a multi-row connector (Figure 2), the following table provides an overview of the test coverage of AOI and 3D AXI systems.
AOI systems are highly suited to assessment of the peripheral wetting of the pin and the sleeve and to evaluation of the wetted connecting surface on the solder side of a THT solder joint. The disadvantage of a traditional 2D AOI or an innovative 3D AOI system here, however, is that it is often only possible to assess the solder side because the pins on the component side are usually concealed by the component body itself. An assessment of the solder joints on the component side is therefore not possible with an AOI system. The solder penetration also remains hidden from traditional AOI technology.
A modern 3D X-ray system can provide a remedy. The 3D X-ray inspection not only makes the solder joints on the component side (i.e., below the component housing) visible, but is also able to calculate the solder penetration and the solder volume.
Editor's Note: This article originally appeared in the June 2015 issue of SMT Magazine.
Share on:




Suggested Items
AIM to Highlight NC259FPA Ultrafine No Clean Solder Paste at SMTA Wisconsin Expo & Tech Forum
04/18/2024 | AIMAIM Solder, a leading global manufacturer of solder assembly materials for the electronics industry, is pleased to announce its participation in the upcoming SMTA Wisconsin Expo & Tech Forum taking place on May 7 at the Four Points by Sheraton | Milwaukee Airport, in Milwaukee, Wisconsin.
Hentec/RPS Publishes an Essential Guide to Selective Soldering Processing Tech Paper
04/17/2024 | Hentec Industries/RPS AutomationHentec Industries/RPS Automation, a leading manufacturer of selective soldering, lead tinning and solderability test equipment, announces that it has published a technical paper describing the critical process parameters that need to be optimized to ensure optimal results and guarantee the utmost in end-product quality.
Empowering Electronics Assembly: Introducing ALPHA Innolot MXE Alloy
04/16/2024 | MacDermid Alpha Electronics SolutionsIn the rapidly evolving electronics industry, where innovation drives progress, MacDermid Alpha Electronics Solutions is committed to setting a new standard. Today, we are pleased to introduce ALPHA Innolot MXE, a revolutionary alloy meticulously engineered to address the critical needs of enhanced reliability and performance in modern electronic assemblies.
New Book on Low-temperature Soldering Now Available
04/17/2024 | I-Connect007I-Connect007 is pleased to announce that The Printed Circuit Assembler’s Guide to… Low-temperature Soldering, Vol. 2, by subject matter experts at MacDermid Alpha Electronics Solutions, is now available for download.
Inkjet Solder Mask ‘Has Arrived’
04/10/2024 | Pete Starkey, I-Connect007I was delighted to be invited to attend an interactive webinar entitled “Solder Mask Coating Made Easy with Additive Manufacturing,” hosted by SUSS MicroTec Netherlands in Eindhoven. The webinar was introduced and moderated by André Bodegom, managing director at Adeon Technologies, and the speakers were Mariana Van Dam, senior product manager PCB imaging solutions at AGFA in Belgium; Ashley Steers, sales manager at Electra Polymers in the UK; and Dr. Luca Gautero, product manager at SUSS MicroTec Netherlands.