
















 SMT Prospects and Perspectives: AI Opportunities, Challenges, and Possibilities, Part 1
SMT Prospects and Perspectives: AI Opportunities, Challenges, and Possibilities, Part 1 Nolan’s Notes: Do More, Get More
Nolan’s Notes: Do More, Get More Global Sourcing Spotlight: Don’t Be Afraid of Global Sourcing
Global Sourcing Spotlight: Don’t Be Afraid of Global SourcingPerfect Placement of Connectors and Pins: 3D Measurement of Swash Circumference and Embedment Depth
July 29, 2016 | Jens Mille and Jens Kokott, Goepel Electronic GmbHEstimated reading time: 5 minutes
Where the production of electrical PCBs is concerned, manufacturers are faced with steadily increasing miniaturization and higher packing density. Coupled with this, increased requirements are placed on production and testing technologies. The same applies to the manufacturers of connection technology such as connectors and individual pins. Here, too, an increasing number of contacts have to be accommodated in ever smaller areas.
Packing densities in particular repeatedly create challenges in terms of testability, especially when high components such as connectors are fitted in close proximity to other components.
Connectors are also included in the scope of testing, and their design means that they have completely different handling and testing requirements. In addition to the traditional solder joint inspection, the mechanical integrity of the pins must also be checked. Two parameters are of interest in this context: On the one hand, the lateral location of the pin tip, and on the other hand, its height.
The horizontal as well as the vertical position of each individual pin must be tested if these connectors are to be used to establish an electrical connection to other assemblies in a subsequent automated process, or they are precisely fitted into a housing. Automated installation is no longer possible if the pins were deformed through mechanical influences during the preliminary stages.
The examination of the pin displacement on a lateral plane is called swash circumference testing. Swash circumference testing can be carried out using orthogonal inspection. This can generally already be ensured through standard 2D AOI systems. However, it must be considered that the pins, whose diameter is often smaller than one millimetre, have a tip that is only a few tenths of a millimetre in size. The illumination of the test object is therefore of key importance for the reliable detection of the characteristic. The AOI systems of GÖPEL of electronic GmbH have been successfully used for this testing task for many years, due to their multi-spectral and multidirectional lighting.
Measurement of Embedment Depth: a Particular Challenge
There is, however, a sharp increase in requirements when the height of the pin tip has to be determined. This test task is known as embedment depth or press-in depth. As the name of the test task indicates, it is not possible to meet these requirements using the usual two-dimensional measurement and testing technology, as orthogonal inspection cannot provide information on height. This problem cannot even be resolved by using suitable cameras for testing, because the deformation of the pins and PCB is unknown prior to the test, and it is often difficult to detect the pin tip. The reverse conclusion is: An additional testing dimension is required!
Figure 1: Possible errors on a connector pin.
Attempts to solve this problem using fringe projection often failed because of uncooperative surfaces, which do not provide reliable measuring signals as they are strongly reflective. Neither is it possible to use a triangulation process to carry out measurements into connector housings, as the walls of the housing literally put the interior parts into the shade. This can be partly compensated for through the use of several projectors or cameras, but, if not before, it becomes apparent that it cannot be used for measurements into holes when determining the press-in depth of a pin into a PCB (e.g., pressfit technology) or into other objects (e.g., connector housings).
3D Measurements Based on TMSA technology
One such technology that makes it possible to carry out 3D measurements even into deep holes with very small diameters (
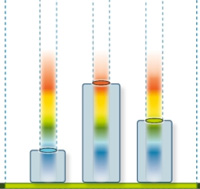
TMSA features a white light source coupled into a telecentric measuring lens developed specially for this purpose. As a result, there is no angle between the light source and the sensors (in contrast to the triangulation process), which means that the lighting and signal beam path are identical. This configuration has the advantage that no shadows are created on high components, making it possible to carry out reliable measurements into deep gaps between components or into holes.
With this arrangement, the lens now differentiates the individual light wavelengths, so that only a small wavelength range is focused and reflected back, depending on the distance between the measuring lens and the surface to be measured. The reflected light or measuring signal is associated with a height value based on the evaluation of the respective intensity. Since this lens projects individual measurement points onto the PCB, the spot array must be moved for a wide-area recording of measurement values. Depending on the increment, this makes it possible to implement different lateral resolutions during scanning, so that they are freely configurable based on the requirements of the measuring task.
Figure 2: TMSA technology.
The technology also enables measurement values to be generated regardless of the reflection characteristics of the respective surfaces, making it possible to check features independently of the layout.
Where connectors or individual pins are concerned, errors such as bent connection contacts, too deep pin insertion into the housing, or portruding pins can occur. These may cause missed insertion of counterparts in subsequent processes. In a worst-case scenario, the assembly is unusable as a result.
Page 1 of 2
Share on:




Suggested Items
ViTrox Technologies Elevates Service & Support Across US & Canada with Jeremy Woodworth's Appointment
04/18/2024 | ViTrox TechnologiesViTrox, which aims to be the World’s Most Trusted Technology Company, is pleased to announce the expansion of its US-based support team with the appointment of Jeremy Woodworth as Technical Support Senior Engineer based in the United States, effective March 15, 2024.
Yamaha to Showcase Latest-generation Assembly Equipment and Software Tools at SMTconnect
04/16/2024 | Yamaha Robotics SMT SectionYamaha Robotics SMT Section will team with its distributor ANS Elektronik to showcase innovations for high-speed surface mount assembly at SMTconnect 2024.
Marantz Electronics EZPro Software Solution: Streamlining Production Preparation for Cost-Efficient Manufacturing
04/16/2024 | Mek (Marantz Electronics)Marantz Electronics is proud to announce the launch of EZPro Software, Automatic Optical Inspection (AOI) machine programming that harnesses the power of Artificial Intelligence (AI).
Mek's Next-Gen AOI Technology Takes Center Stage at IPC APEX EXPO 2024
03/19/2024 | MEKMek is excited to announce its presence at IPC APEX EXPO, North America's largest electronics manufacturing event, in Anaheim, California, from April 6-11, 2024. Attendees are invited to visit Mek at booth #1433 to explore the latest AOI technology offerings.
New Features Boost Speed, Accuracy, Ease of Use for YAMAHA AOI System
03/18/2024 | Yamaha Robotics SMT SectionYamaha Robotics has announced Performance-boosting upgrades for the YAMAHA YRi-V 3D AOI system. These upgrades include faster board handling, multi-component alignment checking, and enhanced LED coplanarity measurement, among others.