
















 The Knowledge Base: A CM’s Perspective on Box Build Practices
The Knowledge Base: A CM’s Perspective on Box Build Practices SMT Prospects and Perspectives: AI Opportunities, Challenges, and Possibilities, Part 1
SMT Prospects and Perspectives: AI Opportunities, Challenges, and Possibilities, Part 1 Nolan’s Notes: Do More, Get More
Nolan’s Notes: Do More, Get MoreNovel Approach to Void Reduction Using Microflux Coated Solder Preforms
July 26, 2018 | By A. Lifton, P. Salerno, J. Sidone and O. Khaselev, Alpha Assembly SolutionsEstimated reading time: 8 minutes
Bottom terminated component packages, such as QFN, are becoming increasingly relevant due to their ability to carry high-power dies in a small form factor. With increasing reliability performance requirements, power management components in packages like QFNs are critical to optimizing thermal and electrical performance. Additionally, low voiding is important for decreasing the current path of the circuit to maximize high-speed and RF performances. The market demand for void reduction under thermal pads of QFN components due to shrinking package sizes and increasing power requirements has generated the need to evaluate key process factors that contribute to voiding to design an optimal solution.
The addition of a micro-fluxed preform in conjunction with a low-voiding solder paste and process know-how is seen to create ideal solder volume with minimal voiding. As IPC 7093 specification acknowledges, one of the key concerns with bottom termination components (BTC) such as QFNs is achieving the solder volume required for a high-reliability solder joint. A multitude of processing factors such as reflow profile, reflow atmosphere, pad finish, and stencil design have been assessed in this study to develop a solution for achieving a high-reliability solder joint with low voiding for QFN packages.
Experimental Procedure
A full factorial DOE was designed based on key factors contributing to voiding under bottom termination components. The use of a solder preform was investigated compared to a solder paste only benchmark sample. The key factors in this DOE were identified and selected by subject matter experts from a leader in semiconductor manufacturing, an OEM of specialized test and measurement equipment for radio communications, and a solder manufacturer.
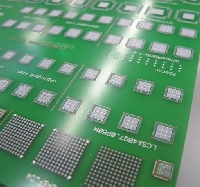
Figure 1: Image of the PCB test vehicle and some of the components used in this DOE.
A custom single layer 1.6 mm PCB test vehicle was designed specifically for this investigation that encompassed numerous variables that can contribute to voiding in bottom termination components. A single-layer PCB design (Figure 1) was chosen so that other factors (i.e., multilayer board and ground planes) would not influence the key factors being addressed in this study. QFN components of various sizes and pin configurations were among the variables addressed and further defined. In this study, only QFN components were selected (Table 1).
Table 1: Component details.
There were two types of test boards generated: one with an immersion tin (ImmSn) plating, which is widely used in automotive application and another with an immersion silver (ImmAg) plating, which is used in high-reliability and high-power application.
The test board also addressed via design including through hole via, no via, and plugged via configurations under the QFN and LCS components. The through hole via had a 0.3 mm diameter with and 0.5 mm diameter resist on top and bottom. The plugged via maintained the same 0.3 mm diameter hole and depth of 0.4 mm with 0.7 mm diameter resist on top and bottom. Vias were configured in a pattern as indicated in Figure 2.
Figure 2: Via design and configuration on the test vehicle.
The investigation also addressed reflow profile and reflow atmosphere. A low voiding SAC305, type 4 solder paste was used for this study with solidus temperature of 217°C and liquidus temperature 220°C. Thermocouples were strategically placed on the QFN32, and QFN64 component locations on the test vehicle. Proven straight ramp and high soak reflow profiles were evaluated as shown in Figure 3.
Figure 3: Reflow profiles using in this study.
The straight ramp profile increased at a rate of 1°C/s until reaching liquidus temperature of 220°C. The test vehicle was subjected to 65 seconds above liquidus (TAL) with peak temperature on the test vehicle reaching 240°C. The high-soak reflow profile increased temperature at a rate of 1°C/s up to 150°C before slowing to a rate of 0.5°C/s up to 200°C to allow more time for the flux to activate the surfaces.
Table 2: Assemblies' configuration details.
The high-soak profile subjected the test vehicle to 50 seconds above liquidus (220°C) with a peak temperature of 240°C on the test vehicle. Finally, both air and nitrogen reflow atmospheres were evaluated in this investigation to further understand the effect of voiding under bottom termination components.
The focus of the investigation involved the use of the micro-flux coated solder preform to increase solder volume relative to fluxing agent and reduce voiding. The use of a SAC305 microflux coated solder preform in conjunction with paste was benchmarked against a solder paste only test vehicle for each of the configurations summarized in Table 2. Four replicate boards of each iteration were processed to ensure statistically viable data.
Figure 4: Solder paste print configuration. (Examples of window pane solder prints on QFN components used in benchmark samples.)
Close to 2,000 data points were generated combining 54 components on each test vehicle and four replicates of each configuration. The solder paste only benchmark samples were printed in a window pane configuration commonly used in the industry for void reduction and shown in Figure 4.
The design of a solder preforms to allow intimate contact with the thermal pad of the component and increase solder volume played a significant role in the results presented in this investigation. Figure 5 represents an example of the use of solder paste only in window pane format on a QFN where mechanical stack-up issues on the component and reflow characteristics of solder paste make it difficult to achieve good voiding.
Page 1 of 2
Share on:




Suggested Items
Real Time with… IPC APEX EXPO 2024: My Role as a Technology Solutions Director
05/02/2024 | Real Time with...IPC APEX EXPOPeter Tranitz, senior director of technology solutions at IPC, shares insights into his role as the design initiative lead. He details his advocacy work, industry support, and the responsibilities of the design initiative committee. The conversation also covers the revamping of standards, the IPC Design Competition, and the implementation of design rules in software tools.
HQ NextPCB of HQ Electronics Debut on the International Stage for Electronics Manufacture at IPC APEX 2024
05/01/2024 | PRNewswireHQ NextPCB of HQ Electronics, a leading Chinese-based multilayer PCB manufacturer and assembly house showcased its industrial prowess on the international stage for the first time at the IPC APEX Expo 2024.
IPC's Vision for Empowering PCB Design Engineers
04/30/2024 | Robert Erickson, IPCAs architects of innovation, printed circuit board designers are tasked with translating increasingly complex concepts into tangible designs that power our modern world. IPC provides the necessary community, standards framework, and education to prepare these pioneers as they explore the boundaries of what’s possible, equipping engineers with the knowledge, skills, and resources required to thrive in an increasingly dynamic field.
North American EMS Industry Down 4% in March
04/29/2024 | IPCIPC announced the March 2024 findings from its North American Electronics Manufacturing Services (EMS) Statistical Program. The book-to-bill ratio stands at 1.31.
Real Time with… IPC APEX EXPO 2024: A Global Presence in PCB Manufacturing
04/29/2024 | Real Time with...IPC APEX EXPORob DiGiovanni, VP of sales for the Americas at STARTEAM Global, discusses the company's global presence in PCB manufacturing. As he explains, the firm operates facilities across Europe, Asia, and North America, specializing in serving contract manufacturers in the automotive and medical industries. They emphasize quality and meeting OEM standards, focusing on offshore supply and non-Chinese factories in the North American market. The company has grown through acquisitions and rebranding to offer multiple products.