















 SMT Prospects and Perspectives: AI Opportunities, Challenges, and Possibilities, Part 1
SMT Prospects and Perspectives: AI Opportunities, Challenges, and Possibilities, Part 1 Nolan’s Notes: Do More, Get More
Nolan’s Notes: Do More, Get More Global Sourcing Spotlight: Don’t Be Afraid of Global Sourcing
Global Sourcing Spotlight: Don’t Be Afraid of Global SourcingVapor Degreasing Chemistries to Remove Difficult Lead-Free and No-Clean Fluxes from PCBs
May 26, 2017 | Venesia Hurtubise, Elizabeth Norwood, Wells Cunningham, and Laura LaPlante, MicroCare Corp.Estimated reading time: 7 minutes
Abstract
Advancements in the electronics industry are continuously leading to more sophisticated, more intricate and more miniaturized circuitry. In conjunction with increasing regulations on electronics manufacturing, many changes have been made to the electronics world, and thus the circuit board manufacturing process. Lead-free, no-clean and halide-free flux formulations have introduced new cleaning obstacles, especially on ever-shrinking component sizes. In order to maintain high cleanliness standards for modern circuitry, new sophisticated cleaning chemistries are required.
The purpose of this paper is to present a cleaning process for difficult no-clean, lead-free and high temperature flux residues on reflowed PCBs. The proposed cleaning solvents are drop-in replacements for outdated solvent technology, or alternatives for elaborate aqueous systems. These cleaning technologies are used in traditional vapor degreaser systems, which allow for fast cleaning times and spot-free results without the need for additional rinsing or drying equipment. The improved formulas have low surface tensions (less than 20 dynes/cm), which allow access to low stand-off components and high solvency to combat the most difficult flux formulations and white residues. Visual and quantitative data are presented to assess the overall cleaning efficiency of the solvent system. Cost analysis is investigated to assess the efficacy of solvent vapor cleaning for PCB industry.
Introduction
Background
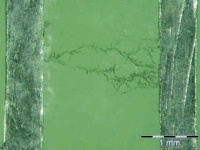
The beginning of the electronics manufacturing industry was, for lack of a better word, messy. Circuit boards were slathered with thick layers of fluxes, primarily foam flux agents, which would coat the entire underside of a circuit board. Aside from the inefficiency and visual untidiness, excessive flux can also lead to electro-chemical migration within the circuit and cause unintentional failures during use. Figure 1 shows an example of dendritic growth between two contacts. This migration can occur due to changes in temperature or humidity. Once the dendrite connects the two leads, the circuit can short and cause failures to the overall system. Needless to say, cleaning quickly became as important to the electronics production process as assembly.
Figure 1: Dendrite growth between two leads.
At the start of the electronics cleaning frenzy, vapor degreasing reigned dominant thanks to its ease-of-use, quick processing times and spot-free, dry results. One of the most common electronics cleaners of the 1980s was CFC-113 (more commonly known as FREON 113). Roughly 70% of FREON 113 use was designated to the electronics industry and in 1986 roughly 94 million pounds of FREON 113 was used in electronics manufacturing1. However, FREON’s reign was cut short in 1988 when the US ratification of the Montreal Protocol on Substances that Deplete the Ozone Layer forced the cleaning industry to discontinue the production of CFCs2. The Clean Air Act Amendment of 1990 increased the enforcement of ozone depleting substances and further restricted the cleaning industry3. At the same time, advancements in flux formulations lead to the development of no-clean and low-residue fluxes. These no-clean flux formulations are intended to remain on the board and leave minimal residues, which allows manufacturers to skip the cleaning process altogether. However, time has shown that these residues are still capable of attracting moisture, inhibiting conformal coating uniformity, or simply leaving aesthetically unacceptable visual results.
Page 1 of 3
Share on:




Suggested Items
Taiyo Circuit Automation Installs New DP3500 into Fuba Printed Circuits, Tunisia
04/25/2024 | Taiyo Circuit AutomationTaiyo Circuit Automation is proud to be partnered with Fuba Printed Circuits, Tunisia part of the OneTech Group of companies, a leading printed circuit board manufacturer based out of Bizerte, Tunisia, on their first installation of Taiyo Circuit Automation DP3500 coater.
Vicor Power Orders Hentec Industries/RPS Automation Pulsar Solderability Testing System
04/24/2024 | Hentec Industries/RPS AutomationHentec Industries/RPS Automation, a leading manufacturer of selective soldering, lead tinning and solderability test equipment, is pleased to announce that Vicor Power has finalized the purchase of a Pulsar solderability testing system.
AIM Solder’s Dillon Zhu to Present on Ultraminiature Soldering at SMTA China East
04/22/2024 | AIMAIM Solder, a leading global manufacturer of solder assembly materials for the electronics industry, is pleased to announce that Dillon Zhu will present on the topic: Ultraminiature Soldering: Techniques, Technologies, and Standards at SMTA China East. This event is being held at the Shanghai World Expo Exhibition & Convention Center from April 24-25.
AIM to Highlight NC259FPA Ultrafine No Clean Solder Paste at SMTA Wisconsin Expo & Tech Forum
04/18/2024 | AIMAIM Solder, a leading global manufacturer of solder assembly materials for the electronics industry, is pleased to announce its participation in the upcoming SMTA Wisconsin Expo & Tech Forum taking place on May 7 at the Four Points by Sheraton | Milwaukee Airport, in Milwaukee, Wisconsin.
Hentec/RPS Publishes an Essential Guide to Selective Soldering Processing Tech Paper
04/17/2024 | Hentec Industries/RPS AutomationHentec Industries/RPS Automation, a leading manufacturer of selective soldering, lead tinning and solderability test equipment, announces that it has published a technical paper describing the critical process parameters that need to be optimized to ensure optimal results and guarantee the utmost in end-product quality.