















 Global Sourcing Spotlight: Golf, Friedman, and the Benefits of Global Sourcing
Global Sourcing Spotlight: Golf, Friedman, and the Benefits of Global Sourcing Nolan’s Notes: Coming to Terms With AI
Nolan’s Notes: Coming to Terms With AI The Knowledge Base: A CM’s Perspective on Box Build Practices
The Knowledge Base: A CM’s Perspective on Box Build PracticesSTEP 6: Component Placement
December 31, 1969 |Estimated reading time: 3 minutes
Leaders in the design and manufacture of metal-dome switch contacts and complementary equipment for membrane switches and related mechanical-switch industries are seeing higher demand. This, in turn, is increasing the need for fully automated high-speed production methods. This article describes the development of a reel-to-reel system that handles the first stage in the process - placing the metal domes onto a flex-foil substrate.
By Wessel Wesseling
Keypads that are ever-present in cell phones, pagers and automotive or consumer appliances generally feature a delicate but reliable switch behind the buttons, implemented with a metal dome placed on the PCB or flex-foil. The domes are secured mechanically to the PCB or flex-foil with a sticky foil, so they will not shift during use. Per module, all domes are placed on one sticky foil, then the backing paper is peeled away and the assembly is applied upside-down onto the device.
The use of flex-foil instead of standard SMD substrates, such as PCBs, lends itself to automated production of metal-dome switch contacts. The process requires a solution for placing the domes, which can be less than 60-µm thick, onto the sticky foils.
A de-reeler feeds a continuous roll of paper into a punching unit, which punches out a hole for each dome. The paper then is laminated with a sticky plastic foil and this substrate is fed into the placement machine, typically carrying multiple keypad foils across the width of the roll. A customized feeder, which was developed on an existing intelligent feeder platform, punches the metal domes out of a preformed metal tape.
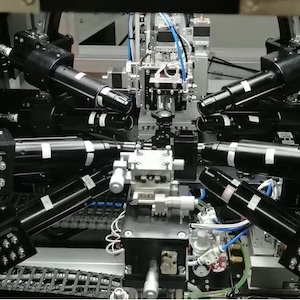
Research has shown that the latest implementation of parallel placement technology, used in combination with a reel-to-reel transport system, is suited to highly efficient implementation of these flex-foil reel-to-reel applications (Figure 1).
 Figure 1. Implementing parallel-processing technology in combination with a reel-to-reel transport system suits flex-foil applications.
Figure 1. Implementing parallel-processing technology in combination with a reel-to-reel transport system suits flex-foil applications.
The placement system is based on multiple placement heads, each fed by a dedicated feeder. The heads operate in parallel, carrying out pick, component alignment and placement simultaneously. This technique reduces cycle time.
At machine entry and exit, grippers apply tension to the laminate to ensure it remains flat during its progress through the machine. The vertical movement of the ‘walking-beam’ transport of the parallel-placement system is adapted for reel-to-reel transport of the substrate by using a pattern of holes in the beam and applying a vacuum to hold the foil, or blower air, to release it. When the beam progresses (and during placement) the vacuum fixes the substrate. During the beam-return stroke, the substrate floats on blower air and grippers advance it to move a non-populated part under the placement heads.
Placement accuracy of less than 100 µm is achieved through substrate alignment at each placement head, using fiducials on the paper. A further optical sensor measures any deviation between foil pitch and index pitch, ensuring accurate positioning of the paper laminate at all times, independently of any stretch in the paper.
Conventional dome-placement systems require a mechanism to detect double domes, but pick-up nozzles in the parallel placement system can be equipped with laser and vacuum sensors to detect double domes, and to check that the dome is placed correctly. The presence of the dome is checked during movement to the placement position; and the nozzle design ensures that the dome is supported fully for protection during placement.
Continuous placement-force control of the head ensures that very thin domes are not deformed during pick-and-place cycles. Finally, upon exit, an additional vision-quality measurement system checks for successful and accurate placement of all domes per keypad foil, ensuring the highest quality and yield in reel-to-reel applications.
Accuracy, placement speed and high uptime make the parallel placement type of pick-and-place machine competitive for dome placement. For example, parallel operation of ten placement robots on a single platform achieves a maximum machine throughput greater than 42,000 domes per hour (or more than 84,000 domes per hour if the platform is populated with the maximum number of robots).
 Figure 2. Reflow machine built on a pick-and-place base.
Figure 2. Reflow machine built on a pick-and-place base.
Upon exit from the machine, the laminate is interleaved with paper to protect the domes, and then re-reeled. Currently, pick-and-place, screen printer, dispenser and reflow specialists are working in partnership to produce a fully integrated flowline concept for dome processing and other reel-to-reel applications. The reflow machine is built on the same base as the pick-and-place machine (Figure 2) for placement of sticky foils onto PCBs.
Conclusion
Given the required accuracy and placement quality, current pick-and-place equipment can be adapted for reel-to-reel applications. Parallel placement technology with walking beam transport provides opportunities for customization of reel-to-reel requirements. Simultaneous pick-and-place functions also achieve the high speed required for a competitive solution.
Wessel Wesseling, project manager, special products, Assembléon, may be contacted at +31 40 27 23441; e-mail: info. assembleon@philips.com.
Share on:



