















 Global Sourcing Spotlight: Golf, Friedman, and the Benefits of Global Sourcing
Global Sourcing Spotlight: Golf, Friedman, and the Benefits of Global Sourcing Nolan’s Notes: Coming to Terms With AI
Nolan’s Notes: Coming to Terms With AI The Knowledge Base: A CM’s Perspective on Box Build Practices
The Knowledge Base: A CM’s Perspective on Box Build PracticesFrom Roadblock to Routine Placement Assembly
December 31, 1969 |Estimated reading time: 5 minutes
Guidelines governing 0201 placement in both high-volume and high-mix assembly operations are explained and explored.
By Scott Wischoffer
While often thought of as a fairly recent development, the printed circuit board (PCB) assembly process known as SMT has been available since the early 1950s. Since then, the need for increasingly smaller, lighter and faster electronics has been driving component, PCB and assembly equipment technologies in the direction of SMT.
The first mass acceptance of SMT took place in the early 1980s, as machines like the Dynapert MPS-500 and Fuji CP-2 first entered the market. At that time, 1206 (3216) resistors and capacitors were the most popular components being placed. Within a year or two, however, the 1206 gave way to the 0805 (2125) as the most popular component package for SMT placement.
 Figure 1. For 0201 placement, the nozzle must be free to move within its holder without sacrificing accuracy.
Figure 1. For 0201 placement, the nozzle must be free to move within its holder without sacrificing accuracy.
During this period, both machines and components rapidly evolved. As machines became faster and more flexible, 0603 (1608) component parts began to develop. At this point, many assembly machine manufacturers went back to research and development (R&D) labs and re-evaluated the technologies used in equipment to accommodate these newer, smaller components. Among the changes these components brought to assembly equipment was the use of higher resolution cameras and smaller vacuum nozzles.
The emergence of the 0402 (1608) package created further challenges in all aspects of PCB assembly. In terms of machine development, vacuum nozzles became smaller and more fragile. New emphasis was placed on component feeders as an element needing improvement to deliver parts more accurately to the machine.
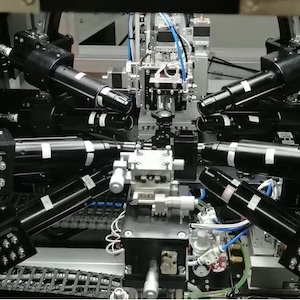
 Figure 2. Completely aligning nozzle, placement head and shaft ? all placement support elements ? is essential in eliminating whip that frustrates reliable 0201 placement.
Figure 2. Completely aligning nozzle, placement head and shaft ? all placement support elements ? is essential in eliminating whip that frustrates reliable 0201 placement.
With the advent of 0402 components, process challenges were added to the range of issues that needed to be addressed for successful component placement. Solder paste printing became more critical the stencil thickness and mesh of the paste were increasingly important process considerations. Technologies needed for this placement also involved significant new costs.
The combination of these factors resulted in the slowest adoption of a new package format in the history of the industry. All told, it took nearly five years for the 0402 package to achieve wide acceptance in the industry and today there still are many assembly houses that have never placed a single 0402 chip.
Now, enter the 0201.
In the last year and a half, 0201 placement has been a key topic of discussion throughout the industry. Because of size, weight and power consumption demands, many OEM board assemblers need to incorporate even smaller components and technologies into their products. Contract manufacturers also must embrace new technologies to remain current with assembly processes and to provide a full range of services to their customers. For machine manufacturers, the challenge is to develop assembly equipment that is more resistant to obsolescence in an age of dynamic technological change.
0201 Placement ChallengePlacement of 0201 components is significantly more challenging than previous component introductions. The principal reason is that the 0201 package is approximately a third the size of its 0402 counterpart.
Machine placement accuracies that previously were acceptable instantly become a limiting factor with the introduction of the 0201. Additionally, conventional industry taping specifications allow too much movement for reliable 0201 placement, while the level of process control also must be raised for 0201 placement to become a production reality.
While these barriers are considerable, they are far from insurmountable. However, they do require significant corporate resolve, as the technological gains necessary for 0201 placement require serious capital and top management commitment to R&D.
Keys to Reliable 0201 PlacementAt Fuji, an aggressive R&D program has yielded the ability to make all circuit assembly machines 0201 compatible at 100 percent speed, with a minimum pick-up reliability of 99.90 percent, a target pick-up reliability of 99.95 percent and a minimum placement reliability of 99.99 percent. In this initiative, every aspect of design was evaluated for its ability to contribute to a total 0201 solution, and a combination of individual yet closely related machine component parameters proved critical to achieving success. These parameters include:
- Component feeder tables. The R&D program determined that the ability to precisely position the cartridge table and make extremely small adjustments to compensate for tape imperfections were key factors in reaching a pick-up reliability of greater than 99.95 percent. To achieve this, the feeder table must be precision machined to ensure repeatable locating of the individual feeders, and double track linear motion guides are combined with a high-resolution semi-closed loop servo system. This design allows very small adjustments to be made based on the pick-up accuracy results determined by the vision system. This guarantees that components are absorbed as close to center as possible.
Achieving the StandardBy optimizing all six keys, the barrier to reliable 0201 placement has been vanquished. As such, the focus of R&D has changed to newer and smaller components, with 0201 no longer considered the leading-edge component package technology.
 Figure 3. Changing from a straight to conical nozzle was key in achieving the precision necessary for reliable 0201 placement.
Figure 3. Changing from a straight to conical nozzle was key in achieving the precision necessary for reliable 0201 placement.The current accepted process window for the placement of 0201 components is about 75 µm X and 75 µm Y at 3 Sigma. To achieve 6 Sigma placement reliability, the X and Y tolerance must be reduced to 50 µm. The newest high-speed placement equipment has a rating of 66 µm with an actual standard deviation of about 35 to 45 µm. As 0201 components become more widely used and manufacturing process are tightened, increased accuracies can be achieved.
Differences in component size from vendor to vendor create challenges for both 0201 feeding and placement. Bulk feeding is under development and should be available in 2001.
While machines now have this capability, only a small percentage of users will be in a position to move forward with 0201 placement in the next 12 to 24 months. This parallels the introduction of ball grid array (BGA) and 0402 components, with machine capability preceding process readiness at the assembly level.
The Challenge AheadAlthough the placement of 0201 components now is a standard feature of new placement equipment, additional work needs to be done to improve the total process for the end user. Relationships between machine manufacturers, component suppliers, board fabricators, stencil houses and solder paste manufacturers need to be strengthened to create a more seamless development process. The end result will be a universal understanding of the process, as well as better working relationships that will benefit the end user, specifically by enabling faster and more efficient integration of new production technology.
SCOTT WISCHOFFER, national applications manager, may be contacted at Fuji America Corp., 171 Corporate Woods Pkwy., Vernon Hills, IL 60061; (847) 913-0162; Fax: (847) 913-0186; E-mail: scottw@fujiamerica.com.
Share on:



